





Fortera’s Dr Ryan Gilliam and Lehigh Hanson’s Keith Krugh outline the benefits of the Fortera process, which could dramatically reduce the CO2 emissions associated with global cement production.
More than 4Bnt/yr of cement was made in 2020, emitting 3.5Bnt/yr of CO2 that contributed to the continued warming of our climate. Given the increasingly-obvious nature of the effects of temperature rises on global weather patterns, it is clear that emissions must fall. At the same time, it is also apparent that cement and concrete are unique building materials that cannot be easily replaced. Thankfully, there are already several ways to reduce emissions - alternative fuels, the use of supplementary cementitious materials (SCMs) and renewable energy - and even up to CO2 capture and utilisation / storage (CCU/S).
Enter Fortera
Fortera was established in Silicon Valley, California, US, in 2019 to identify and scale-up ways to reduce the CO2 emissions associated with the cement manufacturing process. It has invested significant time, effort and money to develop a new cementitious material via its patented Fortera process. The low-CO2 product can be used as an SCM, in a ternary blend with other SCMs or even as a stand-alone binder in its own right. Fortera does this using the fifth most common material on earth and the one most critical to the global cement industry: calcium carbonate.
Taking inspiration from nature
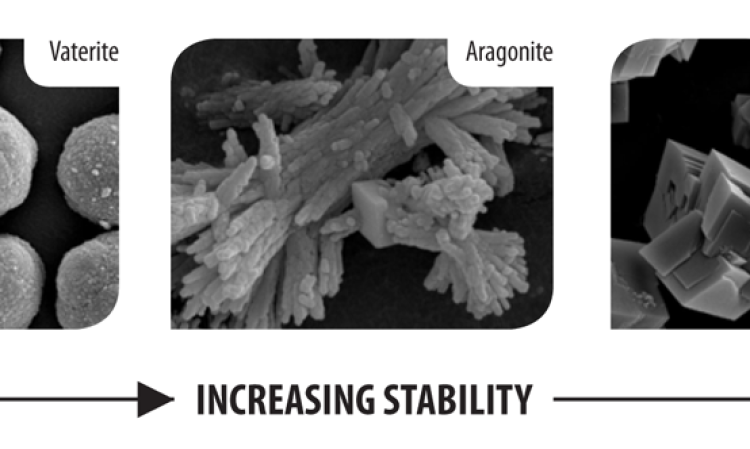
When cement producers think of calcium carbonate, they most often think of calcite, the most stable of the polymorphs, which, unsurprisingly, is the most abundant. However, this is not the only polymorph found in nature. Vaterite is a metastable, and thus relatively short-lived, spherical polymorph. Aragonite, more stable than vaterite but less stable than calcite, has fine needle-like crystals. The transition from vaterite to aragonite is how coral reefs are formed, with the aragonite giving such structures their high strength.
Fortera’s research sought to answer three key questions:
1. How can we convert calcite to vaterite?
2. How can we make the vaterite shelf-stable?
3. How can we convert the vaterite into aragonite?
Process detail
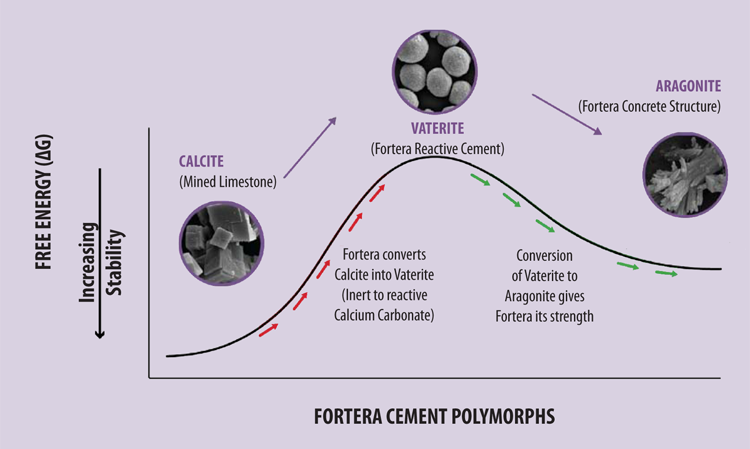
After extensive research over more than a decade, Fortera has now been able to design a process that enables the conversion of calcite to a stable form of vaterite, which then converts to aragonite in use, as shown in Figure 2. It remains as aragonite in use and does not re-convert to the less stable form.
Fortera’s process starts with the conversion of limestone (CaCO3) to lime (CaO) at ~950°C. The resulting lime - up to 2.5cm in diameter - is then dissolved into a proprietary solvent.
The CO2 from the decarbonisation step is then fed back to the solution in what is termed the ReCarb™ process. This gives rise to a precipitated calcium carbonate. After a considerable research effort, Fortera has tuned the ReCarb™ process to precipitate a stable form of vaterite. Aside from dewatering and drying, no further processing is required.
The vaterite particles can themselves be highly-tuned. They have a tight particle size distribution and are typically <10μm in diameter. These larger spherical particles are actually made up of smaller ones, giving a high specific surface area that can be customised.
When vaterite is used as a stand-alone cement, it grows aragonitic needle structures that form bridges to different parts of the matrix. This bridging happens over the same time period as the hydration of cement, which is extremely beneficial to the overall strength development of the bulk material. As an SCM, the high surface area, higher reactivity, and particle packing density also helps in this regard. This is completely unlike ground limestone, which is an inconsistently-sized inert filler that lacks binding ability.
The benefits
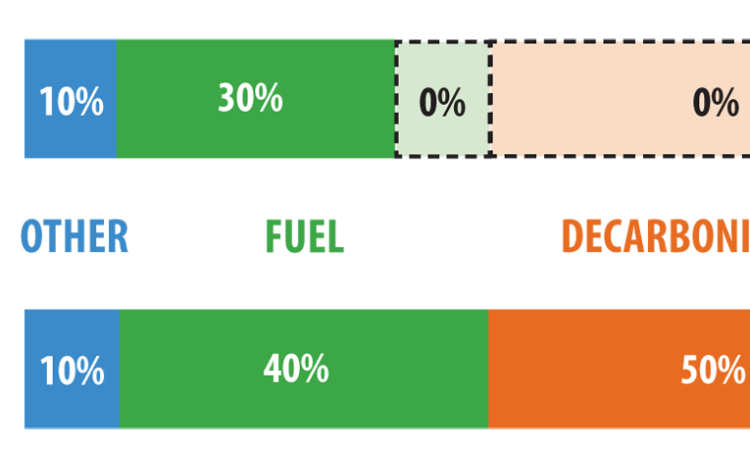
Fortera’s process brings a number of benefits to the global cement sector. Firstly, and most significant from a sustainability perspective, the process retains the 44% mass of the limestone that would usually be lost to the stack during the manufacturing process. This provides an instant ‘win’ in the quest for lower CO2 emissions, reducing emissions by ~50% compared to OPC. On top of this, the fact that limestone calcines at 950°C, rather than the 1450 - 1550°C needed to form OPC clinker, plus the fact that no weight (energy) is lost as CO2, reduces CO2 emissions by an additional 10%. Overall, the production of Fortera’s vaterite-based binder has CO2 emissions 60% lower than OPC (Figure 3).
In the future it should even be possible to calcine the limestone using electric kilns powered by renewable elecricity. In this case, we can foresee net-zero CO2 binder production.
Coining it in
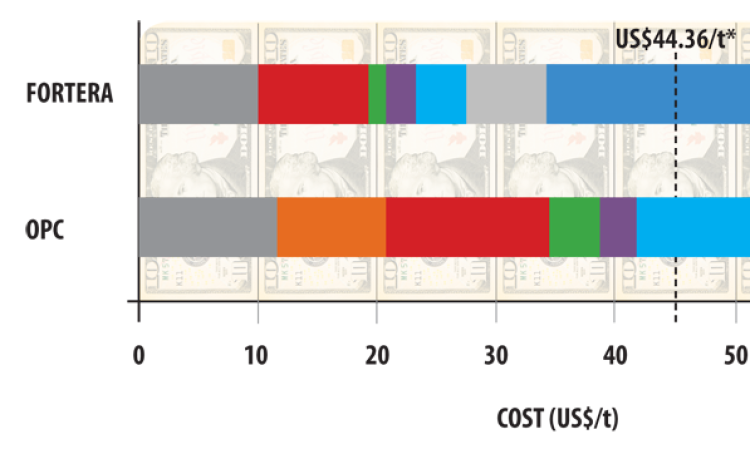
Thanks to these first two benefits, there are also cost savings available to cement producers. Less fuel for lower temperature calcining means lower fuel costs. This, combined with the fact that 44% of the limestone doesn’t disappear up the stack, combine to make Fortera’s vaterite-based binder 10% cheaper to make than OPC, simply by leveraging existing feedstocks and processes.
Familiar apparatus
The equipment used is also fairly simple and inexpensive, certainly in comparison to larger CCU/S installations. It is modest in terms of footprint and uses temperatures and pressures that are already commonplace in the plant. Indeed, it also accepts a wide range of fuels. While Fortera envisages that many plants would opt to have a dedicated Fortera process line adjacent to their main kiln line, it is also possible to use the main kiln to calcine the limestone for Fortera’s binder on a campaign basis. This would, however, require some non-trivial modifications to the plant.
Another major advantage is that the process, aside from a reuseable stock of process solvent, requires no exotic or off-site materials. As such, this is the first time that the cement sector will be able to make its own SCM. It no longer needs to depend on the steel sector for GBFS or on the power sector for fly ash. Almost every plant has a limestone quarry on site that it is already permitted to extract and crush and a process operating at high temperatures.
Pilot Plant at Lehigh Hanson’s Redding plant
The Lehigh Hanson Redding plant is located in northern California. Limestone and shale are mined, crushed and conveyed via an 1800m-long conveyor belt system over the I-5 highway, to the main plant. Although founded in 1961, the plant was upgraded by FLSmidth in 1980. Today it features a 4-stage preheater with calciner and a 66m-long, 4.3m-diameter kiln, with a satellite cooler. It is currently fired using a mixture of natural gas and petcoke, as well as used tyres, with plans to include a higher proportion of biomass-derived fuels in the future.
Capable of producing 1600t/day, the plant supplies markets in southern Oregon, northern Nevada, northern California and California’s Bay Area.
The Redding plant is a longstanding partner of Fortera. It is the host of the company’s first pilot-scale industrial plant, which will produce the first commercial products containing Fortera’s vaterite-based binder in early 2022.
Opening up the quarry
Indeed, the Fortera process can even make use of sections of the quarry that are not pure enough for OPC clinker, for example high silica or high dolomite areas. These ‘impure’ materials work very well, sometimes even better than what would normally be considered ‘ideal’ materials, in the Fortera process. For example, highly dolomitic limestone that contains <10% magnesium (Mg) can be used with ease, whereas conventional OPC production typically cannot tolerate more than 5% Mg. This further saves waste and represents another big advantage compared to OPC.
From a longevity perspective, the first structures to contain Fortera’s vaterite-based binder, including roads and buildings in California, have been in place for more than a decade. Structural tests have repeatedly shown that they retain their strength and are holding up very well to the test of time.
On top of all this, the vaterite product, as a stand-alone material, is extremely white, opening up a host of interesting market opportunities.
The road to market
Fortera’s technology and approach has a wide-range of applicability, from use as an SCM to a stand-alone cementitious binder. The first product that will be launched on to the market is a product containing 20% Fortera SCM and 80% OPC clinker. It will be produced by the Redding plant operated by Lehigh Hanson, recently acquired by Martin Marrieta from HeidelbergCement (see above). The first product meets existing ASTM regulations, as it meets market requirements and is verified by CTL, an external accredited laboratory (Table 1). As such the product is compatible with established working practices.
Beyond this, Fortera wants to expand the portfolio of products widely. Research has indicated that the vaterite binder has synergistic effects when used with calcined clay, GBFS and high alumina fly ash. In the laboratory, Fortera has achieved OPC-like performance with clinker factors of well below 50%. This opens up doors to significantly lower CO2 emissions for the cement sector in the future.
| Property | Method | GU (MS) Specification | CTL Group (Independent) Results |
| Flow | ASTM C1437 | 110 (±5%) | 114 |
| Vicat set time (min) | ASTM C191 | 45 - 240 | 100 |
| 3 Day Compressive Strength (psi / MPa) | ASTM C109 | 1890 / 13 | 3440 / 24 |
| 7 Day Compressive Strength (psi / MPa) | ASTM C109 | 2900 / 20 | 4530 / 31 |
| 28 Day Compressive Strength (psi / MPa) | ASTM C109 | 1606 / 28 | 5170 / 36 |
| Mortar bar expansion (% max.) | ASTM C1038 | 0.02 @ 14 days | 0.002 |
| Air content of mortar volume (%) | ASTM C185 | Report Value | 6 |
| Fineness acc. Blaine (cm2/g) | ASTM C204 | Report Value | 626 |
| Autoclave expansion (% max.) | ASTM C151 | 0.8 | 0.02 |
| Sulphate expansion @ 6 months (% max.) | ASTM C1012 | 0.10% Max. | 0.04 |
| ASR Expansion @ 14 days (% max.) | ASTM C227 | 0.02 | 0.001 |
| ASR Expansion 56 days (% max. | ASTM C227 | 0.06 | 0.007 |
| Drying shrinkage | ASTM C596 | Report Value | 0.004 |
Above - Table 1: Fortera as a 20% SCM meets ASTM Standards.






