


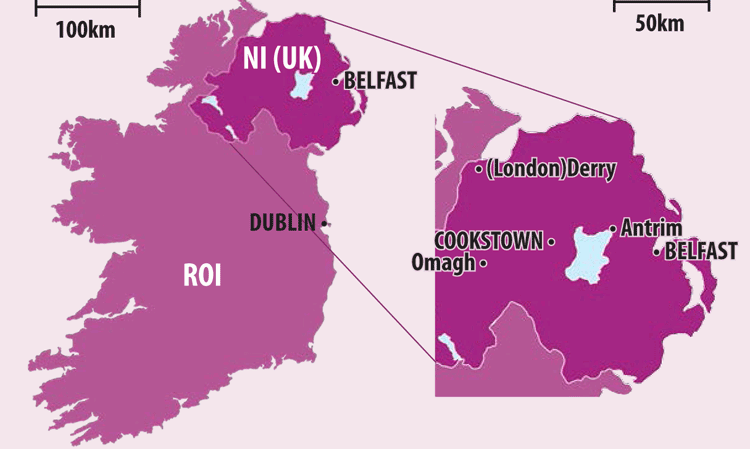












Global Cement visited the new management team at Cookstown Cement in Northern Ireland, to hear about its plans for the future of the plant.
Global Cement (GC): Could you outline the main events in the history of the Cookstown plant?
David Millar, Managing Director (DM): The Cookstown plant was established by Associated Portland Cement Manufacturers (APCM) and opened in 1968. It had a capacity of around 0.5Mt/yr. Shortly afterwards, the plant came under the umbrella of the Blue Circle group, which was forming at that time.
There were selected investments in the plant over the next 30 years under Blue Circle, but the plant continued with the same fundamental semi-dry configuration. Operation continued under Lafarge, which took over Blue Circle in 2001. Up until January 2022, the plant was operated as Lafarge Ireland by Aggregate Industries (AI), running the ex-Lafarge cement plants in the UK, itself part of the Swiss multinational Holcim.
Cookstown Cement Ltd bought Lafarge Ireland from AI on 21 January 2022 for Euro67m. The majority shareholder is LCC Group, which has an 80% share in the company. I have been in the role of Managing Director since then, with a 20% share.
GC: What were the drivers behind the acquisition?
DM: The main factor is unrealised potential. For much of its history, the Cookstown plant did not benefit, for whatever reason, from major investments in the same way as some of its sister plants did elsewhere in the UK. Typically this might have included the installation of preheater towers and calciners, vertical roller mills, filter units and so on.
Having been involved in the Cookstown site for so long, I knew that there were significant unrealised opportunities at the plant, despite its low capacity and classic technology. The right investments, combined with the excellent and knowledgeable team here at the plant, will ensure that this plant will be able to punch above its weight well into the future.
GC: How was the acquisition process itself?
DM: We approached the previous owner three times. The first was in 2018, but it was clear early on that the sale would not happen at that point. The second time was in late 2019, when we made a little bit more headway, but again it was not possible.
Finally, in April 2021, we approached Holcim directly, which was keen to divest the plant. Discussions continued throughout 2021, with the sale completing on 21 January 2022.
GC: How have the first months as an independent company been?
DM: The first few months have been fantastic. We have restructured the organisation to introduce a flatter leadership structure. The staff are re-energised because they know that they can bring suggestions to senior management, be heard, and see decisions being taken quickly. This makes a team that is happy to come to work and go the extra mile.
Ultimately, the buck stops with me; so the speed with which we can make decisions means Cookstown Cement is able to move rapidly compared to other participants in the market. We have already initiated several investments with the commitment of our financial backers and have plans for much more to come in the future.
Plant & Process
GC: Please could you take us through the plant process, from quarry to dispatch?
Barry McDonald, Maintenance & Operations (BM): The plant’s limestone quarry is situated directly across the main road from the plant. All of the limestone is drilled and blasted, with removal from the face by CAT excavators and CAT 775 dumpers. The quarry is not easy to handle for a cement producer, in fact it is often held up as an example as one of the most difficult cement quarries in Europe. As well as there being various grades of limestone, which is in inconsistent beds, it is riddled with sandstone. There’s a lot of good rock in there, but it takes considerable effort to extract it and blend it in the correct proportions.
We build the main limestone pile using a front-end loader from as many as seven different active faces, constantly monitoring what is being mined and making adjustments. As well as the main pile, we have a high grade limestone pile, which is used to control calcium carbonate content.
This is a difficult balancing act, but one that we have perfected. In actual fact, the focus on the homogeneity of the feed material is so high that our chemical variability is very low. It was best in class using our former group’s metric. This continues to be reflected in the quality and consistency of the end product.
The limestone is reduced to less than 23cm (9”) using a single stage crusher from Babbitless. It is conveyed overland to the plant’s 30,000t linear storage building. Limestone is extracted from underneath the pile via an original ‘plough’ scraper system, albeit one that has undergone substantial renovation over the years. There is also a shale quarry around 15km south, close to Dungannon. Material is excavated from there and trucked up to the plant.
Raw meal grinding is centred around a 120t/hr Aerofall mill in combination with a supplementary Polysius Double Rotator (DR) mill. Today this is very unusual, but in the early 1970s many Blue Circle plants in the UK had a system like this. The material (dried with waste heat from the cooler) enters the Aerofall mill first, which consists of a 7.5m diameter rotating drum. However, at a little over 1.5m in width, it is very short.
Most of the grinding happens as a result of the material falling into the bottom, hence the ‘fall’ part of the name. The air flow (‘Aero’ part of the name) takes the fine material away from an exit point that is the same hight as the inlet. Designed for autogenous grinding, we subsequently improved output of this mill with the addition of 24t of 125mm grinding media.
As it is an airswept mill, the rejects are fed to the DR mill, with a pair of turbo separators to recirculate rejects. The fines are recovered in a tertiary second generation separator. All of the fine materials - from the Aerofall mill, the DR mill, the raw meal dedusting system and clinker cooler dust from the AAF filter- are combined as a raw mix that is pneumatically conveyed using a Fuller-Kinyon pump to two blending silos with dynamic active aeration.
The blended feed then heads to one of four storage silos, which share a total capacity of 8000t. Two of these are for on-target lime saturation factor (LSF), one is for low LSF and one is for high LSF. These are fed appropriately to meet our required feed chemistry.
GC: What is the pyroprocess itself?
BM: As with the raw meal system, the pyroprocess is unusual. It is the LEPOL semi-dry method developed by Polysius, which we currently run at 1250t/day (~0.45M/yr). The raw meal is conveyed to the fourth floor of our granulator building where it is used to form 25mm-diameter nodules (‘noddies’) on two noduliser dishes (granulator pans). The correct consistency is achieved via precise dosing of water. The noddies fall onto a traversing conveyor, which feeds them to the LEPOL grate.
The grate itself acts a bit like a preheater, but horizontal rather than vertical. It has two compartments: The first we call the dryer, the second we call the calciner. The air is pulled along the 60m kiln length to the LEPOL grate from the cooler and the firing pipe via an intermediate fan. It first passes through the ‘calciner’ compartment and then to the ‘dryer’ compartment via dedusting cylones and the aforementioned fan. The overall effect is to heat the nodules and calcine them up to 30% before they enter the kiln – in effect a double-pass heat exchanger with a residence time of around 30 minutes.
You would think that this would be uneconomical due to the addition and subsequent removal of the water. However, the plant’s energy efficiency performance is comparable to a more conventional dry process line. There is also the added benefit that the nodule bed acts as a filter for SOx, NOx, chlorine and so on. The consistent size of the nodules translates through into consistent clinker, which pays dividends in cement grinding efficiency.
After the kiln, the clinker drops down onto the Fuller cooler with fixed IKN inlet. High pressure, low volume air is fed at the inlet for heat recovery and preservation of Alite (C3S). The clinker leaves the cooler at around 100°C into an Aumund conveyor that takes it to a 30,000t storage hall.
From there it heads to two 60t/hr Vickers two-chamber ball mills, with gypsum, grinding aid and ferrous sulphate (for chromium VI reduction) added. This heads via a single bucket elevator,
Sturtevant SD100 separator and Lerner filter and into one of six storage silos. We produce CEM I and CEM II cement.
There’s then a paper bag bagging machine and palletiser from Möllers, an Adams plastic bagging machine from Haver & Boecker with a palletising system from Beumer, and the plant’s bulk tanker dispatch facilities.
GC: What are the main fuels used by the plant?
BM: The plant’s main fuel is coal, currently sourced from Europe and South America, which is ground in our Babcock & Wilcox pulveriser. The coal is direct fired through a monotube burner, so there is no additional pulverised coal storage. This can be quite a headache when it comes to controlling the fuel mix.
As well as the coal, the plant burns up to 50% alternative fuels. The vast majority of this is waste solvents via a lance in the main burner, as well as in a small overgrate burner in the ‘calcining’ section of the LEPOL grate. We have the technical capacity and supplies to increase the proportion of waste solvent used, but are currently limited by national regulations. A solid recovered fuel (SRF) is also fed on the main burner. This mainly comprises waste paper and plastics from commercial sources and is fed to the plant from walking floor containers using a closed conveying and dosing system from Schenck Process.
GC: What emissions abatement systems are there?
BM: In the past we have used the filtering effect of the LEPOL grate to reduce our reliance on other forms of emissions abatement. However, it is clear that this won’t be an option in the future, as legally-enforceable limits continue to decrease. For this reason, we have installed an AB&I SNCR system for NOx reduction that uses urea. The grate exit also has hydrated lime injection for SOx and HCl reduction. There are electrostatic precipitators (ESPs) for dust that date back to the construction of the plant.
GC: What projects are ongoing at the plant or are planned for the future?
DM: There are a fair few projects going on right now and many more in the pipeline. Probably the most substantial is the move away from reliance on ESPs for dust, with the addition of a new bag filter on the back end of the kiln. Remember that the ESPs were designed for a 200mg/Nm3 limit on dust. Now our performance is 20mg/Nm3, but we have gone as far as we can with them. A bag filter, which will give dust emissions substantially lower than 10mg/Nm3, is the only way to be properly prepared for the future. Indeed the installation of such a system was a condition placed on the purchase by the UK Environment Agency (EA). We are in advanced discussions with Boldrocchi regarding a Euro7.7m investment, with a hard deadline for completion in spring 2023, as set out by the EA.
There will also be improvements to our current hydrated lime installation and SNCR capabilities, as part of our plans to future-proof the plant, hopefully also in the coming March 2023 shutdown. This includes the addition of a new ID fan as part of all this, so it is quite an undertaking. Another key area for the plant is to upgrade the burner, as this will open up greater flexibility for alternative fuels and, hence lower our CO2 footprint.
But all of the above is only Phase 1 of what we plan to do. In the 2 - 3 year timeframe, we are looking to install a tower preheater at the site. The current LEPOL grate has been in position for 13 years, which I believe to be some kind of record. We don’t want to install another one. A preheater will open up even greater options for the use of alternative fuels, while also raising efficiency yet further.
As part of this, we will look to develop new value-added products, including low-CO2 options. This will allow us to use the same amount of clinker to produce more cement. We are currently preparing mix designs with a view to developing industry-leading products and will announce these in due course. As part of this, I should say that we are seriously looking at the use of calcined clay in the final mix designs. We have the right material within our quarry and are already working with partners. This would have a major knock-on effect for the competitiveness of the Cookstown Cement plant. I don’t want to get too far ahead of myself, but this should be a good opportunity.
GC: Sounds like you are going to be a busy man!
DM: Yes... and that’s not all. We are also investing in new laboratory equipment to improve the speed and accuracy of our raw feed analysis, including online monitoring. Part of this includes new handling facilities for alternative raw materials, including biogenic carbonates. We are expanding into two new quarries and have ordered three new CAT vehicles for the quarry to arrive in March 2023. A CAT dozer was received in late May 2022. There will also be upgrades to the packing plant - including packer heads, weighing systems, controls and a stretch hooder - new bulk dispatch facilities and a fleet of Cookstown-branded bulk tankers. The first ones are due to arrive this month.
There will also be a new control room and plant monitoring system, which will be completed before Christmas 2022. As well as this, we are cleaning up and renovating many areas of the plant, with painting in our new corporate colours already underway.
Markets & Future
GC: What are Cookstown Cement’s main markets and how are they served?
DM: Today, as an independent company, Cookstown Cement is ready to sell products to anyone who wants them within the whole of the UK and Ireland. This is simply at an ex-factory price with transport on top. This is a change from the previous owner’s distribution models, which included a large portion of its products to Great Britain (GB), via Belfast Port to support its network there.
That’s not to say that we won’t also export. At the docks, we sub-let six 1000t silos. There are also two 5000t silos we have recently acquired from the Belfast Port Authorities and we also have our own 3000t silo on the same site. This is where we bring in white cement , both in bulk and bags, for the (Northern) Irish market.
Cement is currently distributed across the island of Ireland via hire contract hauliers, but this will increasingly be the responsibility of our in-house fleet in the future. Hauliers also take bagged cement all over the island.
GC: What Brexit effects has the plant seen in recent years?
DM: Cookstown Cement was formed in a post-Brexit world, so we haven’t seen any changes as a firm. To a certain extent, the company is also starting out in a post-Covid world. As for many companies operating in the UK, I would say that it is hard to separate these two effects clearly over the past couple of years in any case.
What I would say is that, located in Northern Ireland, we are currently simultaneously in the EU single market (to avoid a hard border with the Republic of Ireland), and fully part of the UK. This actually gives some advantages to us over competitors based in GB. Obtaining materials from GB, however, is more onerous than in the past, but we are developing local supply lines.
GC: What are the biggest barriers to the continued success of Cookstown Cement?
DM: The biggest problem would be if there were a major recession. However, as a smaller producer I feel that we would be better positioned to deal with that than some larger facilities. Part of this - and a major issue in its own right - is the cost of energy, be it electrical or thermal. Everyone knows these are rising very fast and show no signs of coming down.
Also, the UK government is doing nothing, even in situations where it could make a difference. For example, industrial users were able to use rebated (red) diesel in quarry vehicles and plant equipment, at substantially lower cost than regular diesel. This is no longer the case. Even a small site like Cookstown uses around 750,000l/yr. That’s now going to have to be regular diesel, almost doubling the cost of running those machines. Yet the government won’t allow the continued use of red diesel.
There’s also substantial pressure from rising CO2 permit costs under the UK Emissions Trading Scheme (ETS), which are currently above Euro100/t. As a direct-fired plant that uses a lot of coal, we are particularly exposed to this increase. However, future changes to the burner, including the possibility of switching to indirect or direct-’plus’ firing, should help reduce this substantially in the future.
GC: What are the biggest opportunities for the company in the coming years?
DM: Opportunities come up at Cookstown Cement every single day. What has changed since the acquisition is that we are now in a position to take advantage of many of those, as we have discussed. And there’s the possibility to do even more in the future. Hopefully we will be able to update your readers in a year or two when the plant will be totally transformed!
GC: It was great to speak with you both today. All the best with the growth of the company.
DM/BM: Thank you - You’re very welcome indeed!






