



The Lixhe cement plant, operated by HeidelbergCement subsidiary CBR, has been producing cement since 1950. Ahead of the visit by Global CemFuels’ delegates
on 22 February 2019, Global Cement spoke to Plant Manager Benoit Gastout...
Global Cement (GC): Please can you provide some background on the production of cement at Lixhe?
Benoit Gastout (BG): The cement plant at Lixhe began making cement in 1950. It was established by NV CBR Cementbedrijven. At first there were two kilns, A and B. They were both wet lines, each with a capacity of 0.1Mt/yr. Two further wet kilns, C and D, were added in the 1960s.
However, in the mid 1970s the decision was taken to upgrade the plant to dry production. This was prompted by the fuel crisis. In 1974 kiln E came online, with a rated clinker capacity of 1.0Mt/yr. It is a four-stage preheater system from Polysius. This kiln continues to run today, although it underwent a big upgrade in 2001. This included a Euro56m investment of the preheater tower and calciner from French company Technip CLE. Today the kiln can make 1.4Mt/yr of clinker. Throughout these changes the plant has been owned by NV CBR Cementbedrijven, which became part of HeidelbergCement in 1993.
Process and project
GC: Can you summarise the cement production process used at Lixhe?
BG: In 1974 the plant opened its new quarry at Romont. It has a mixture of marl and chalk. There are primary and secondary crushers, loctated at the quarry site, rated at 1000t/hr. Sand also comes from the quarry. It is part of the overburden. Unfortunately, there is also flint, which has to be removed prior to raw grinding.
In addition to the main crushing line, there is a separate crushing facility, once again with primary and secondary stages, for sand, iron and aluminium-containing additives. These are sourced from regional iron, steel and aluminium production sites within Europe. We source these materials from across France, Germany and Italy. The gypsum that we use is a mixture of byproduct gypsum, from flue-gas desulphurisation, phosphoric acid production and citric acid production.
Both material streams go to the same stockpile, with a 1400t/hr Bedeschi stacker-reclaimer. Once the material is reclaimed, there is a Polysius ball mill with capacity of 370t/hr, now with a third-generation classifier from Magotteaux. There are then two 6000t homogenisation silos, giving a total of 12,000t of raw material storage.
The preheater and calciner are from Polysius. As I mentioned earlier, there’s a new RSP-type calciner from CLE and four pre-heater cyclone stages, before the feed hits the kiln, again from Polysius. It is 93m long and is 5.4m in diameter.
The clinker cooler has three grates and was supplied by Claudius Peters. It also dates from the construction of kiln E. There’s then a total of 180,000t of clinker in two storage facilities: a 110,000t silo and 70,000t circular dome. When kiln E was first built, we only had the 70,000t facility. However, by the early 1980s it became clear that this needed to be significantly expanded to keep pace with demand. This was due to the fact that Lixhe supplies CBR/HeidelbergCement grinding facilities within the Benelux region. The expansion meant that it was able to supply those with clinker throughout the winter shutdown.
There are four cement mills, two of which are from FLSmidth. One of these, mill F, (1600kW, L = 10.2m, Ø = 3.5m) is dedicated to the production of high fineness CEM I products. It now has a fourth-generation Magotteaux XP4I classifier. The other, mill G, is used for lower Blaine products. Mill H (4400kW, L = 14.6m, Ø = 4.6m) is a Polysius ball mill with two first-generation classifiers. It also has two Polysius screw coolers for making CEM III A and CEM III B cements. Mill I is a 2600kW Polycom roller press from Polysius. It is used in finish grinding mode to produce CEM I, CEM II and CEM III products, including CEM I 52.5 N. We also produce a road binder, which is becoming more popular in Belgium. This has a relatively high proportion of limestone filler.
There are two bagging systems. The first is a Haver & Boecker Rotopacker for 25kg paper bags. Recently we installed a second Rotopacker with 12 spouts that can fill 2000bags/hr. This is dedicated to polyethylene (PE) bags. These have several advantages over paper bags, including less loss during filling, fewer damaged bags during transit / handling and the PE bags can be recycled. This is not the case with paper bags, which are actually formed of a plastic and paper mixture. They are a difficult product to recycle.
GC: What other projects are going on at the moment?
BG: We have recently upgraded our alternative fuel handling systems, providing the plant with the ability to reliably substitute up to 80% alternative fuels. This has included feeding systems for impregnated sawdust, fluff and dried sewage sludge. Together with Lechler, the gas conditioning tower was modified for better temperature control.
In the future we are looking to install a joint-venture captive 20MW biomass-fired power plant, based on using waste wood. This will provide more than 80% of our electrical power needs. It is going to be built by a power sector partner and we will have a supply agreement with that company. It will help to save a significant amount on our electricity bill. The cost in Belgium is much higher than in Germany or France. The project will also be partly subsidised using green energy funding and some of the savings will come from reduced distribution costs. Discussions continue with our partners.
Of course, many readers will already know that we are involved in a large-scale CO2 capture project, the Low Emissions Intensity Lime And Cement (LEILAC) project. This is currently under construction next to the main pre-heater tower. It will use the Direct Separation Reactor (DSR) from Australian firm Calix, which keeps the fuel-derived CO2 and calcination-derived CO2 separate during the calcination process. The technology traps the unavoidable process CO2 emissions from the calcination step, without significant energy penalty at comparable capital costs to conventional cement and lime production equipment. The CO2 liberated during calcination is quite pure, as most of the sulphur and other contaminants come from the combustion gases. Thus the clean-up of the CO2 gas stream before compression is not as challenging as post-combustion capture.
GC: What environmental abatement technologies does the plant use?
BG: We have a large baghouse for dust, of course, plus a selective non-catalytic reduction (SNCR) to keep NOx emissions in check. That system was installed around seven years ago by Yara. For other pollutants like SO2, VOCs or heavy metals, the plant doesn’t require any abatement systems as we operate below the limits.
Fuels focus
GC: How did the use of alternative fuels develop at Lixhe?
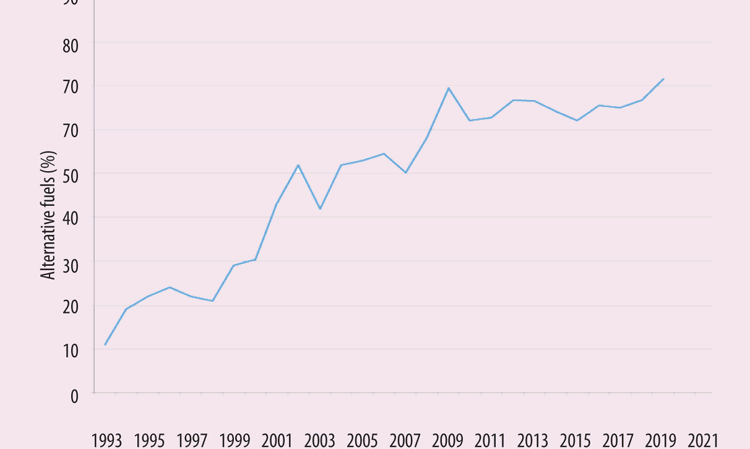
BG: The plant has used alternative fuels since kiln E was renovated in 2001. At first this consisted only of whole tyres, at around 20%. We also started using impregnated sawdust around the same time and still use a high proportion in the mix. The alternative fuel substitution rate has fluctuated over the years, sometimes up to 80%. In 2018 it was 66.7%. We are not interested in maximising the alternative fuel substitution rate for the sake of it. We have to lower the overall cost of calcination. Sometimes that means increasing the use of conventional fuels to maintain production quality and throughput.
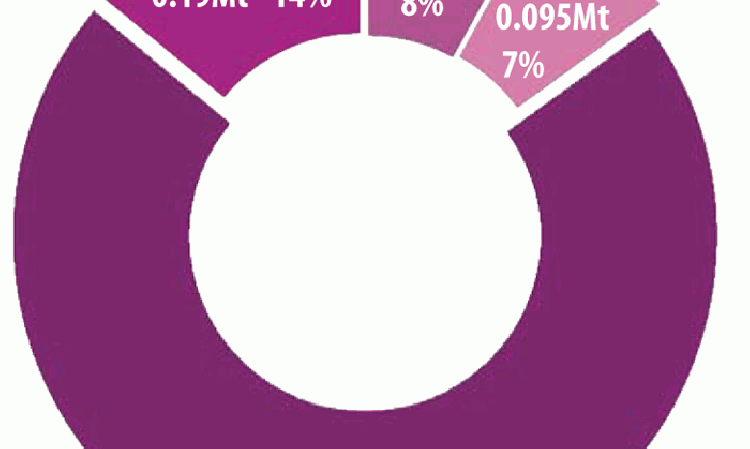
GC: Which fuels were used in 2018?
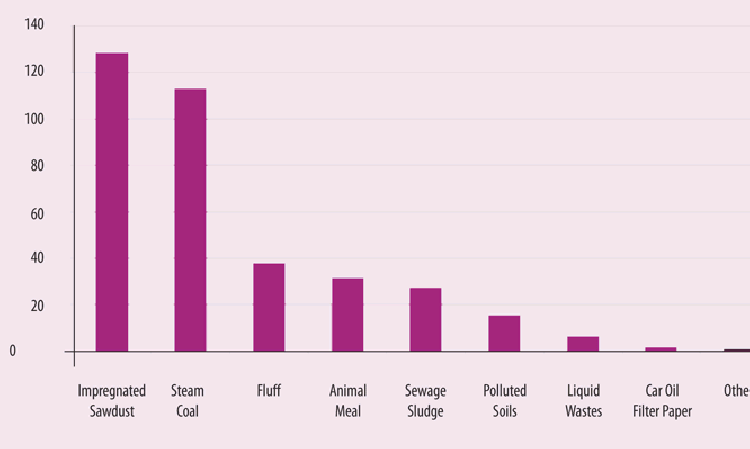
BG: The largest fuel by volume that the plant used in 2018 was impregnated sawdust, then steam coal and fluff. The rest of the fuel types are shown below. The balance is steam coal from a local supplier in Liège. At 25t/hr our coal mill is now actually too big for our requirements, so we actually grind coal for other local users.
GC: Where do you get 128,000t of impregnated sawdust from?
BG: We have a 50:50 joint venture with Suez in Liège. It takes a range of liquid and pasty waste materials from local industries, removes the metals / valuable materials and impregnates the combustible into waste sawdust. The waste that the firm produces was completely revamped in 2010 to fit with our production and permit requirements.
GC: What are your plans for alternative fuel use going forward?
BG: We will continue to optimise the fuel mix based on cost, but also on CO2 emissions as well, because that is fast becoming a cost too. The cost of emitting CO2 under the EU Emissions Trading Scheme (ETS) has risen from Euro5/t at the start of 2017 to more than Euro20/t. The attention going forward will be on biomass, as it saves on CO2 emissions due to the content of biological carbon. We were already at 44% biomass fuels in 2018.
Markets and future
GC: Where are the plant’s markets?
BG: Of the 1.4Mt/yr of clinker that is made by the plant, around 0.9Mt/yr is ground here and leaves as cement to the Benelux market. The other 0.5Mt of clinker is ground elsewhere in the Benelux region. We operate very closely with our partners in CBR and HeidelbergCement Benelux to optimise distribution. In addition to the Lixhe plant, there is another clinker plant in Belgium at Antoing, plus one grinding plant located in Ghent. On top of this there are the ENCI plants in the Netherlands. The integrated ENCI plant at Maastricht will stop producing clinker during the first half of 2019, which will put a lot of pressure on the Lixhe plant to maximise its clinker production. Maastricht will continue as a grinding plant using clinker from Lixhe.
Over the past five years or so HeidelbergCement Benelux has looked extensively at optimising its distrubution network across the region. This means that we can make savings across all of our operations. We’re also expanding our cement ranges at the different sites. This will add flexibility to operations and help supply clients even more quickly and reliably. This approach extends to clinker distribution to our grinding plants and things like gate-to-gate truck loading time at plants. The system looks at a lot of variables. It’s a powerful system.
GC: What are the biggest threats and opportunities for the plant in the next 1 - 2 years?
BG: Electrical costs are a threat but we are in the process of finding our solution to that. Thankfully we are already at 720kg of CO2 per tonne of clinker and we hope to go to below 700kg in 2019. So, the EU ETS is not ‘coming’ for Lixhe yet! We are trying also looking at raw materials with pre-calcined calcium materials and, of course, we look forward to seeing what the LEILAC trial will do. It is scheduled to start after our shutdown in March 2019. Hot commisioning of the LEILAC project is expected at the end of April 2019.
In general, at Lixhe we always have the attitude of looking towards the future, with things like bio-electricity, LEILAC and digitalisation of cement production (Industry 4.0). We want to show that a 40+ year old plant in an EU member state can produce cement economically in the 2020s while conforming to increasingly strict environmental legislation and other operational challenges.
GC: Thank you very much indeed for your time today.
BG: You are very welcome!






