



Bernd Scheubel looks at how changing cement sector dynamics, in particular the drive to reduce CO2 emissions, could affect the global refractories sector.
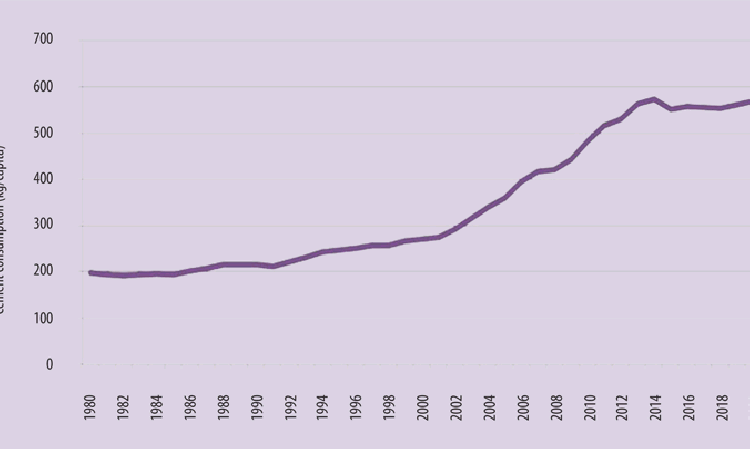
Cement consumption has risen rapidly in recent decades, a phenomenon ascribed to the rising global population. However, per-capita consumption has also risen at the same time. This is due to the fact that, as a country develops, it builds the majority of its infrastructure over a relatively short period. Once developed, a country’s cement use reverts to a lower level. At present, emerging populations are growing rapidly, indicating that a further increase in cement consumption is to be expected. This is estimated to be in the region of 12 - 23% more by 2050 relative to current levels, according to the IEA Reference Technology Scenario.
However, this is expected to incur only a 4% increase in CO2 emissions over the same period of time, as a number of tried-and-tested ‘CO2 reduction levers’ continue to be pushed hard. These include further reduction of the clinker factor, higher prevalence of biogenic (‘CO2-neutral’) alternative fuels, incremental improvements in plant efficiency, increasingly-relevant carbon capture and storage (CCS) technologies, emissions trading schemes and lower temperature clinker-forming processes. (Whether biogenic alternative fuels are actually CO2 and climate neutral, is contentious and cannot be examined in full in these points).
Focusing on the clinker factor as the best ‘lever’ towards a lower CO2 cement sector, CEM I (95% clinker) emits 870kg of CO2 per tonne of cement. At the current global average clinker factor of 75%, CO2 emissions are around 685kg/t of cement. If this can be decreased to 60%, as is already the case for several types of cement, emissions would be closer to 550kg/t. By changing the clinker factor from 75% to 60%, we could make 5.5Bnt of cement for the same total CO2 emissions as we currently make 4.4Bnt. This disconnects rising cement demand from clinker production and hence, from demand for refractory products from the sector.
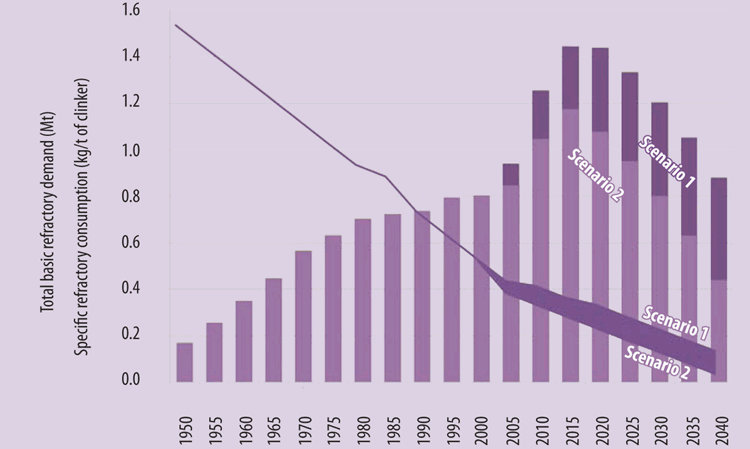
In the past, total sales of refractory products to the cement sector, in particular sales of basic products, have risen in line with cement consumption. However, specific refractory consumption has constantly decreased over the same period. This is due to longer-life refractory products and more stable and larger kilns. A 3000t/day kiln that changes its entire basic zone with ~350t of bricks after a 12 month campaign consumes ~350g of refractory per tonne of clinker. For a 5000t/day kiln the figure is 200g/t and for a 12,000t/day kiln it is just 130g/t. Due to the fact that the entire basic zone is not always changed and that many kilns can run for more than 12 months without stopping, real-world figures can actually be lower than even this.
Even if the specific basic refractory consumptions shown in Figure 2 are somewhat uncertain, it clearly shows that demand for basic refractory products from the cement sector has peaked. Even with increasing cement demand from emerging economies, it will not continue to rise. China, in particular, will continue to consolidate its outdated cement capacity. Other economies may do the same in the future. New cement plants will be large and advanced, with lower refractory consumption rates than the plants they replace. This indicates a long-term downward trend for basic refractory products.
This will mean that higher regulation of the sector in China, one of the major global producers, is unlikely to affect the ability of the global refractory sector to supply the market. China previously closed its entire magnesite industry in 2017 and 2018. This led to prices of 97%-pure dead burned magnesia (DBM) more than tripling from US$400/t to US$1300/t. However, this represents a short-term blip. In the future, much stricter regulations will come to bear on the sector in China, similar to what is already happening in its cement sector, which is likely to reduce supply. However, even this reduction will not keep prices high. The price peak will fall back to the 2016 level in 2020. This will have knock-on consequences for DBM demand and prices too.
CO2 emissions from basic refractories
With respect to CO2, the basic refractory industry has the same problem as the cement industry. All MgO-based refractories, whether from mined MgCO3 or from seawater/brines, emit CO2. Material from mined sources is treated thermally twice, first to burnt causter and subsequently to DBM, prior to firing into refractory bricks.
In the case of seawater/brines, magnesium hydroxide is precipitated by a pH change, achieved by the addition of burnt lime or, more commonly, burnt dolomite. The production of which emits CO2. The precipitated Mg(OH)2 is filtered off and burned to produce MgO causter.
In the second process step, high-temperaure sinter is produced. Only after two thermal processes can the material, from either source, be fired into refractory bricks.
Per tonne, CO2 emissions from the refractory industry are significantly higher than the cement sector, as the entire process chain must be taken into account and not just the final process step. Thankfully, quantities of refractory needed is several orders of magnitude lower than the amount of cement produced.
Lower temperature clinker processes
Much has been written about the existing way that cement plants can reduce their CO2 emissions: Biogenic fuels, clinker factor, increased efficiency and so on. One area that has been less well covered is lower-temperature clinker-making processes. A more familiar one is the Aether process developed by Lafarge prior to its merger with Holcim. Such processes could lower kiln temperatures to 1200 - 1250°C. They represent a reasonable intermediate step for lowering CO2 emissions, between currently-available ‘levers’ and CCS, which may become possible in the period to 2030. For its part, CCS would not dramatically alter the refractory sector. This is because most CCS concepts tackle emissions from the existing production process.
In stark contrast, lower temperature clinker processes could have enormous effects on the basic lining of the kiln. Indeed, it would no longer be necessary to have a basic lining at all. This does not necessarily mean the end for the production of basic bricks, but they will continue to lose importance. Developments in this area will, on the other hand, be positive for andalusite bricks with SiC/ZrO and also for unshaped products. This is because the requirements for the refractory lining will be lower, due to the lower process temperatures. 60 - 70% alumina bricks, with SiC and/or ZrO2 for example, are used in the upper transition zone, so, why not in the entire firing zone?
Lower kiln temperatures would even have additional positive effects for the entire cement manufacturing process. As the firing temperature is lower, the kiln shell temperature also decreases. This effect is further enhanced by the lower thermal conductivity of alumina bricks. This could mean a kiln shell temperature reduction of 80°C. Lower firing and shell temperatures also mean lower energy losses and thus lower CO2 emissions. In addition, the kiln becomes more mechanically stable.
If the demand for basic bricks is reduced by the production of lower-temperature clinker, there may be interesting consequences for DBM. If demand for basic bricks falls due to lower temperatures and, on the other hand alumina bricks have not yet established themselves, fired bricks based on caustic calcined magnesia (CCM) and DBM with a lower density may take centre stage. This is an interesting alternative. For generations, density has been a quality feature for DBM because, among other properties, their density resists attack from the alkalis associated with burning alternative fuels. Indeed, for many years the dogma, ‘The higher the better,’ has prevented DBM sinter with lower densities and CCM as the raw materials for basic bricks from being brought to market. Only the approach of lowering the kiln shell temperature in the basic zone will bring movement here. Compared to normal basic bricks with an open porosity of around 15%, lower density DBM/CCM products have an open porosity of around 25%. In theory, this reduces the kiln shell temperature noticeably. These bricks would make a good first choice for lower-temperature firing.
However, clinkers made using lower-temperature firing processes will have a significantly different chemical and mineralogical composition to existing OPC clinker. Low temperature process means not only lower firing temperatures, but above all a different melting phase. Their melting phase is much richer in iron and therefore less viscous. This raises questions about the coating behaviour, infiltration and reactions with the refractory material. Viscosity and the amount of the melting phase are kinetically vital to forming the necessary minerals at lower temperatures. So this may argue against highly-porous bricks being used in lower-temperature processes.
A worrisome question for the refractory sector arises at this point: Are any of the the existing common refractory products, basic and high-alumina, actually suitable for lower-temperature processes at all? The cement producers that have already carried out research into lower-temperature processes may already know the answers, but some refractory producers might have to play ‘catch-up.’ If the new President of the EU Commission ‘keeps her promise’ to reduce CO2 emissions in the EU by 55% by 2030, rather than by 40%, compared to 1990, the pressure to deliver new ways to reduce CO2 could be higher than anyone has previously anticipated. The effects on the cement sector, and hence refractory sector, could come more quickly than we think.
Summary
Cement demand, which has been relatively stable in recent years, will not be subject to earth-shattering ‘factor of X’ increases in the future. This is because rises in some regions of the world will be compensated by a decline in demand in China. This will lead to reduced CO2 emissions not only from the cement sector, but also from lower demand for basic refractories, especially if lower-temperature clinker production processes can be realised commercially.
These factors may accelerate the long-established decline in demand for basic bricks, with a switch in focus to other refractory materials. As the situation develops, the fortunes of cement refractory producerswwwwwwww will become increasingly decoupled from cement production volumes. Changing demands in both sectors will give rise to new technologies that will both challenge established practices and present new opportunities for cement producers and refractory manufacturers alike.
Note on Figure 2
As there are no official statistics for global refractory consumption, a number of assumptions are made. These became more difficult after the boom in cement capacity addition in the early 2000s. Therefore, two scenarios are considered post-2000, with the same clinker factor but with differences in specific basic refractory consumption.
Scenario 1 shows a consumption of 500g/t clinker in 2005 down to 200g/t clinker in 2040. This is a conservative assumption, represented by the top of the trend line.
Scenario 2 starts with 450g/t clinker in 2005 and ends up with 100g/t clinker in 2040. This is represented by the bottom of the trend line.
For each scenario the total amount of basic refractory required is shown by the columns. Total basic refractory demand in scenario 1 is represented by the full height of the column. Total basic refractory demand in scenario 2 is represented by the lighter portion only.
The absolute values are up for debate but the trend is inescapable. Demand for basic refractory bricks from the cement sector is in decline.






