



Silo protection systems are essential to avoiding the dangers of silo over-pressurisation.
During the pneumatic filling of silos, powders are fluidised at the base of the tanker and blown through the connecting hose into the silo. While modern tanker vessels, hoses and couplings are pressure rated, in most cases the receiving silo is not. There are three possible states a silo may be in when it is being pneumatically filled:
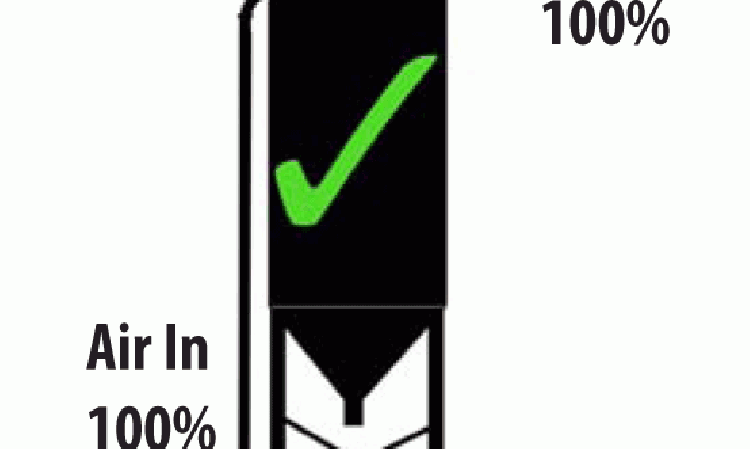
1. Balanced: The airflow into the silo is the same as that leaving (Figure 1a);
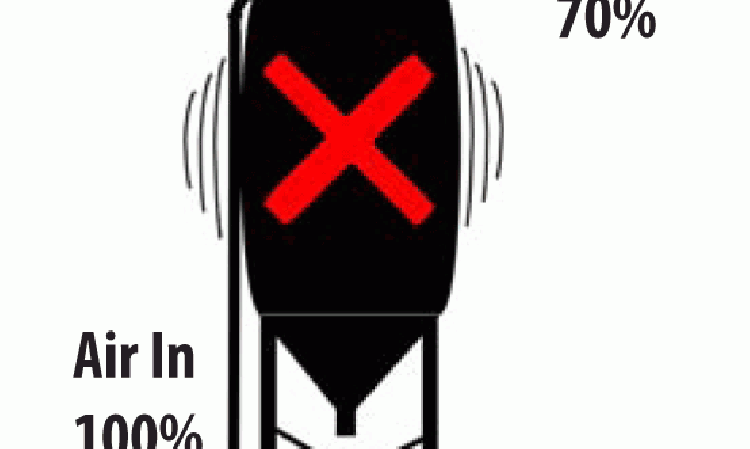
2. Elevated pressure due to limited air flow through the filter: This may be due to inadequate maintenance of safety equipment, or by filter blinding due to over-filling. An increase in air pressure above 1psi inside a silo can cause severe damage. Risks include rupturing the silo or blowing the filter off the silo roof (Figure 1b);
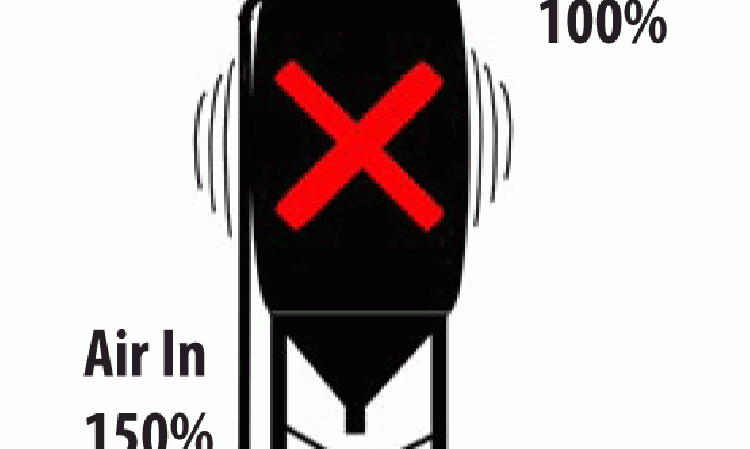
3. Elevated pressure due to excessive air entering the silo: This is the most dangerous scenario and even a new filter will not cope. This most commonly happens at the end of a delivery when the silo is nearly full and there is limited ullage within the vessel. Recent evidence suggests that this problem is far more common than previously thought (Figure 1c).
Tell-tale signs
Common silo over-pressure indicators include: Powder in and around the pressure relief valve; Blocked air filters; Dust emission upon filling; damage to safety equipment and; in extreme cases, buckling of the silo. Investigations must be carried out for any of these symptoms, as they are a warning that there is a fault in the silo system. Over-pressurisation poses three main risks:
Silo failure: It may take only a small pressure increase to buckle and weaken the silo and cause it to rupture, or even blow the filter unit off the roof. A100kg filter unit falling from the silo-top onto personnel could cause serious injury or death;
Dust pollution: Over-pressurisation often leads to the ejection of cement to the air. Such blow-outs are a common sight, indicative of pressure problems;
Working at height: All silos fed from a road tanker should have safety equipment at the top, making working at height a significant concern. If this equipment can only be tested in situ, this means that silos must be climbed before every delivery to perform a functionality test. Even with correct safety equipment, working at height is very dangerous.
What about overfilling?
There is a common misconception that silos are at the highest risk from overfilling. While this can be problematic, the risks of over-pressurisation are much higher. However, overfilling requires consideration because it contributes to filter blinding, increasing the likelihood of pressure becoming trapped in the vessel.
Preventing over-pressurisation
The complex nature of this application, coupled with the speed at which pressure levels can change, dictate that it is unsafe for a human to control the silo’s pressurisation. A silo protection system (SPS) is necessary. These comprise:
Pressure sensor: The most critical component, the pressure sensor should be mounted at the top of the silo. It is designed to actuate, and give a signal to close the inlet valve immediately upon reaching the maximum safe internal pressure. The signal should also trigger an alarm to alert site staff. The sensor should be calibrated so that the pressure alarm is triggered before the pressure release valve opens. With the fill valve closed, the driver should also stop the tanker discharge. When the pressure has reduced, the fill can resume in a controlled manner.
High-level sensor: This detects the maximum safe level and instructs the operator to cease filling. It protects the silo against overfilling and filter blinding, which will lead to over-pressurisation. Positioning must take into account the filling of the silo and the location of the fill pipe, to avoid damage from powder as it is propelled into the container.
Pressure relief valve (PRV): The PRV is the last line of defence for the silo if the SPS should fail. Under regular operation, it should never open. The PRV should be appropriately-sized to handle large volumes of air. It should have the facility to be tested by opening and closing before the fill and to signal to the control panel when it opens. Most crucially, however, is that the valve is calibrated to open at a slightly higher trip point than the pressure switch. If both the PRV and pressure sensor are set to the same pressure, the PRV will constantly open and powder will accumulate on and around the valve. Eventually this will block the PRV and compromise the entire system.
Control panel: The control panel provides the essential logic functions for the system. It should be easy for users to interpret the status of the SPS.
Shut-off valve: A comprehensive SPS should include a normally-closed shut-off butterfly valve to control inflow from the tanker and to seal off the silo in the event of a pressure event. Pinch valves and double-acting butterfly valves have previously been used. However. testing shows that air supply failures leave these valves open, meaning that the system cannot control the fill. Therefore, the inlet valve must be a normally-closed unit. In the event of a loss of air pressure or another such issue with the system, it will prevent filling from taking place until the fault is rectified.
Air vent filter unit: This must be correctly sized to be able to vent sufficient quantities of air during the filling process. For this reason, it is essential that the self-cleaning mechanism is in good working order and replacement of the filters carried out according to the manufacturer’s guidance. It is essential to bolt the filter unit to the silo. Some sites use banded connections to attach silo-top equipment, which are not secure enough for this application and make a pressure-induced blow-off even more likely.
The most common mistake when putting together an SPS is to assemble systems using a checklist of off-the-shelf general-purpose sensors, which are then often inadequately maintained and cannot correctly be tested. Crucially, they are unlikely to be failsafe and may stop working without warning.
Maintaining the system
Even the best-equipped system is only as good as its last test and regular SPS inspections are crucial. Most systems have a test button. However, in many instances this only performs a lamp test to show that the beacon and alarm on the panel are working. It is essential to know the difference between this and a function check. Systems should have the capability of being functionally tested from ground level, to eliminate the need for working at height to check equipment on a daily or weekly basis.
Comprehensive silo servicing routines are available from a variety of sources. Unfortunately, these guidelines are often overlooked or misunderstood. Usually, silo servicing comprises a visual inspection with a quick once-over and dusting that fails to assess the actual condition. Additionally, engineers often disregard leaked product on the silo top and make no effort to establish the cause. A clear danger sign is being ignored.
Therefore, silo servicing checks must be carried out by trained, competent engineers, thoroughly inspecting and testing all the essential elements and maintaining them appropriately. Records must be kept and any action required addressed as soon as it is highlighted. These actions will help to keep an SPS in optimal working order.
Conclusion
Treating silo safety as a ‘box-ticking exercise’ has put sites at risk. Without monitoring the conditions inside the silo, we can neither control the delivery process nor prevent the risk of over-pressurisation. Given the potential for injuries or even fatalities arising from over-pressurisation, protection using an SPS is vital in all cases.
When installed and maintained correctly, an SPS should be comprehensive, failsafe and testable to ensure that each of the safety components is fully functional. Only if this is the case can operators be confident that the risk of a pressure-related issue arising is under control.






