





Drawing on his extensive experience in the cement burner sector, as well as discussions with numerous cement plant staff and burner manufacturing experts, Xavier d’Hubert looks at how the fuels used by the industry could change in the future and what effects they may have on burner designs.
Since the initial adoption of alternative fuels in response to the oil crises of the 1970s, the nature of alternative fuels, as well as the drivers behind their use, have changed considerably. Many plants, particularly in developed markets, have transitioned from taking gate fees to ‘burn wastes,’ to paying for high-quality ‘engineered fuels,’ albeit ones that still have cost and emissions advantages over fossil fuels. At the same time, many have switched from low quantities and crude feeding systems to far higher substitution rates and more complex feeding, dosing and burning arrangements. Several plants have reached close to 100% alternative fuels for prolonged periods.
With today’s focus on sustainability and the higher valuation of CO2, the trend is now toward biogenic fuels, i.e. ones that absorbed atmospheric CO2 in the recent past. However, with a commitment towards net-zero CO2 emissions by 2050 from major producers and associations, the cement sector will require more alternative fuels in the future. At the same time, there will be more competition from other sectors, including for solid engineered fuels and biomass from power generation, steel and other heavy industries. This is leading to increased competition for reliable alternative fuel streams of all kinds. At the same time, increased recycling, reduction and reuse of materials has the potential to change the chemistry, moisture content and calorific value of alternative fuel streams for all users. This will require not just greater waste-processing capacity, but an ability for the cement sector to handle an ever-increasing variety of thermal fuel inputs, some of which will be explored in
this article.
Recent burner trends
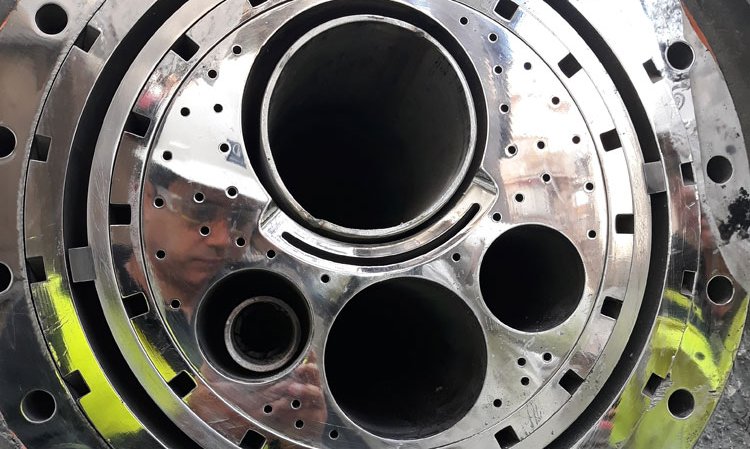
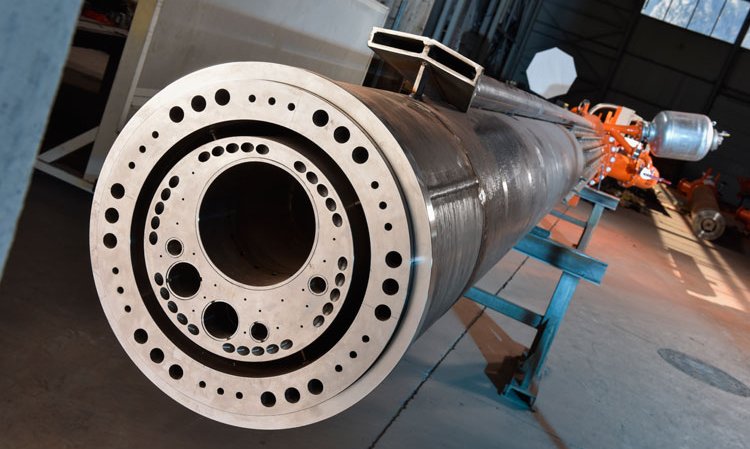
Over the past 30 years, the rise of solid alternative fuels (SAF) led to ever-larger diameter burners to accommodate their injection through the burner. At the same time, there has been an increase in the number of pipes and channels to accommodate all of the different feeds. However, research has shown that past ~50% thermal substitution, the burner diameter becomes too large in relation to the diameter of the kiln. This leads to poor flame characteristics, notably flames that are long, soft and not easy to adjust. There can be a tendency for secondary air to not fully reach all of the fuel, leading to partly burnt fuels and reducing conditions on the clinker bed, as well as premature damage to refractory bricks in the burning zone. Another issue that faces plants as they increase the proportion of alternative fuels, particularly SAF, is the increase in flue gas flow due to the higher moisture content, although this can be counteracted with oxygen enrichment.
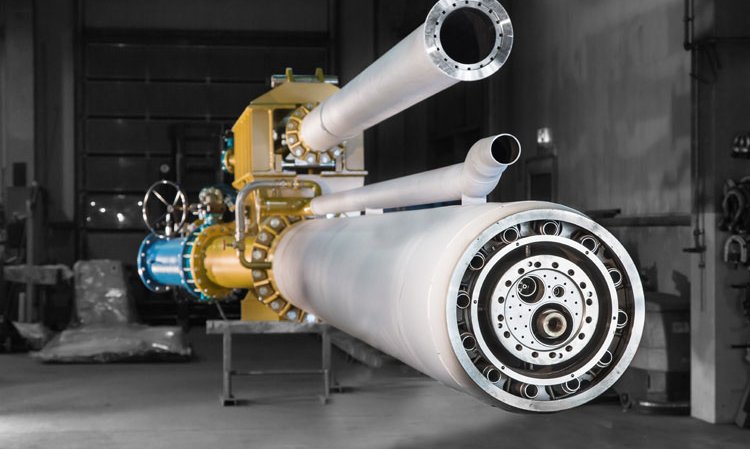
In recent years, the issue of incomplete combustion has led to the re-emergence of satellite burners, which were first used for the first SAF trials 50 years ago. However, the satellite burners of today are intended as permanent solutions and are far better designed than in the past. By placing a pipe burner above the main burner, it is now possible to feed harder-to-burn SAF. This allows for a shorter and more effective main burner flame, onto which drier SAF can fall. They can be directed to increase the retention time of the particle in the hot secondary air and therefore burn completely and not on the clinker bed. Satellite burners are also easier to adjust while allowing many different types of SAF to be used. Most major cement suppliers are beginning to adopt them as standard.
After extensive work towards this article, we can conclude that the main technical parameters for burner selection are still momentum and the ability to shape the flame. The burner momentum is the mass flow of primary air multiplied by the velocity at burner tip / burner power in N/MW. In the quest for greater momentum, one topic that now seems to be universally recognised is the importance of effective axial primary air jets. All burner manufacturers now incorporate such designs, adding their own ‘touches’ to optimise the number of jets, as well as their location, patterns, shape and the relationship to the swirl primary air jets.
In terms of how burners are adjusted, there is a wide variety. For instance, some prefer the function offered by the Unitherm MAS burner with a single crank to turn, while others prefer fixed multi-channels with 2 - 3 valves to adjust the respective amount of primary air. One is easier but with moving parts, the other more cumbersome, but with fixed parts.
What is relatively new is the ‘turbo’ effect that is featured in some burner designs. For instance, the FLS Jetflex has the jets arranged perpendicularly to the axis of the burner. This creates a jet effect with a stronger flame. When they are arranged along the circumference of the burner they can create an open channel, resulting in a softer flame. Similarly, the FCT Turbu-Flex has a valve at the rear of the burner that controls the split of axial primary air between different numbers of jets, allowing for different flame shapes.
The main issue with the dual mode burners is that, in reality, once you are used to a stronger flame, there is no incentive to switch back to normal operation. Once you have driven a car in ‘Sport’ mode, it is difficult to go back to ‘Eco’ mode.
The steps towards net-zero
There have been no major changes in the design of cement kiln main burners in recent years, rather a gradual evolution of designs. However, the trend towards decarbonisation in the cement plants means that this is unlikely to remain the case for long. Satellite burners with higher and higher proportions of SAF will only get the global cement sector so far in the journey to net-zero CO2 emissions. SAF substitution rates of 100% will be almost impossible to achieve, especially as many regions do not have well-developed waste markets. In any case, even the most sustainable SAF is not CO2-neutral and there is no guarantee that suitable waste streams will be available to the cement industry.
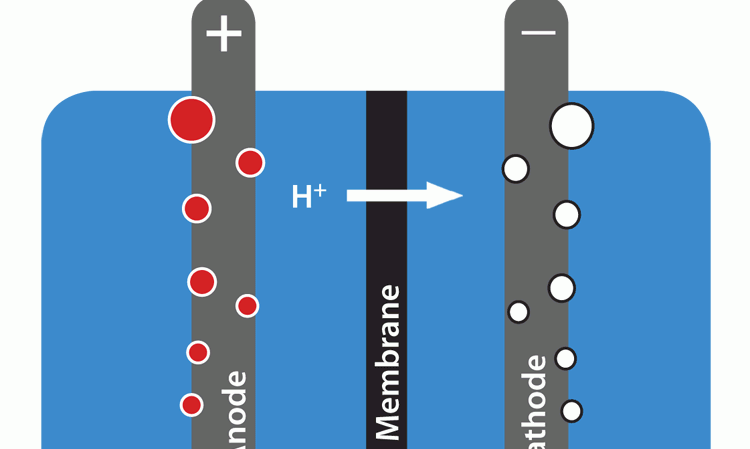
This means that novel approaches will be needed. Among these could be the adoption of hydrogen ‘boosting’ and oxygen enrichment. Both hydrogen and oxygen can be produced by water splitting to generate elemental hydrogen and oxygen, a process that requires 10L of clean water per 1kg of H2 and, in a CO2-constrained future, renewable power. Hydrogen is seen as a key link in the electrification of some energy-intensive processes, particularly steel production. It represents a good way to store energy from renewable sources for longer durations than batteries can.
Hydrogen can even be used directly as a CO2-neutral fuel. A fuel mix that incorporates 5 - 20% hydrogen in natural gas doesn’t require major changes to industrial or domestic burners. Indeed, this is one way that the EU plans to decarbonise its energy sector. Gas turbine and reciprocating engine manufacturers already offer the option for some of their equipment to be fired with 100% pure hydrogen.
However, it is not practical to fuel a cement kiln using 100% hydrogen. It is extremely reactive, corrosive, potentially explosive and the flame emissivity is far too low. Hydrogen could, however, complement other alternative fuels to complete the journey to a 100% thermal substitution rate. Cemex has announced that all its European plants are using hydrogen. Other producers have also reported hydrogen trials.
The main methodology used for these is to intall a small electrolyser near the kiln and use both the hydrogen and oxygen produced. These are injected by mixing each with primary air or conveying air, or via a special dual pipe lance to precisely inject both gases into the root of the flame. The position of the injection is important and relates to the kinetics of the combustion reaction and the generation of O•, H•, and OH• radicals, an exceedingly complex mechanism. Hydrogen in the fuel mix - with oxygen enrichment - would also be beneficial in postponing or eliminating the need for chlorine bypass, always a costly system to install.
A breath of fresh oxygen... ...and CO2
As with hydrogen, a 100% oxygen atmosphere would require a complete redesign of the way a cement line works. Recombining oxygen and hydrogen at high volumes is also not an option from a heat transfer perspective, not to mention the vast quantities of water that would be generated in the kiln.
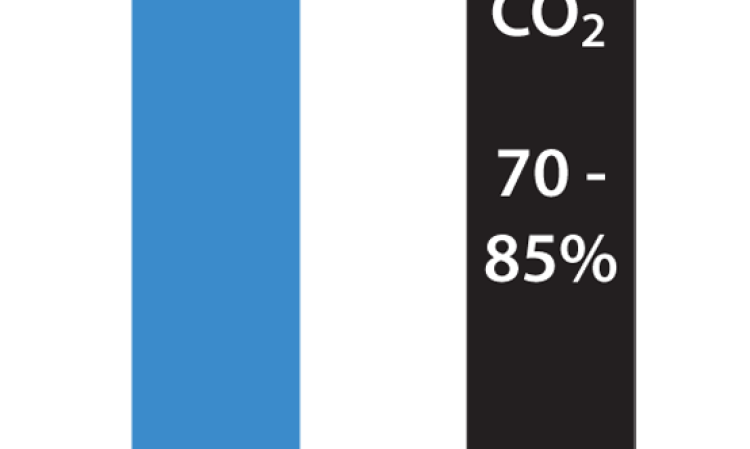
We can, however, imagine a cement kiln in which the combustion air is replaced with a mixture of renewably-generated oxygen and an inert gas. This could be CO2 - from both combustion of fuels and decarbonisation of limestone - captured from the stack. This would effectively substitute CO2 for N2 to reach CO2 stack concentrations of 70 - 85%. The CO2 would then be significantly easier to capture than at the 15 - 20% level seen in the stack at present.
A switch to an O2 / CO2 mix would benefit the cement manufacturing process in several ways. In addition to removing the potential to convert N2 to NOx, the combustion of SAF would be greatly enhanced.
Although they are understand- ably secretive about it, the author knows for a fact that several burner manufacturers are already look- ing at flexible burner designs to accommodate oxy-combustion, oxygen enrichment and hydrogen, as well as syngas, a CO-rich waste gas from waste and biomas pyrogasification. For instance, the latest iteration of the KHD Pyrojet is capable of firing a certain amount of pure hydrogen and / or oxygen. The next Pyrojet will also be able to burn hydrogen and will be suitable for oxy-combustion. Thyssenkrupp Industrial Solutions has also presented some initial designs towards oxy-combustion. Whichever design is used, the key to making clinker via the oxy-combustion process will be the prevention of false air. This will requite graphite kiln seals to achieve close to zero leakage, for instance.
A ‘small’ but...
However, the electrolysers used in the various trials are too small to make an impact. Assuming a 75MW kiln burner, even 1% fuel displacement with hydrogen would require delivery of 750kWh. This would require an electrolyser of 1.1MW, at a cost of US$1.15m. Assuming that it operates for 8000hr/yr at 60% efficiency with electricity costing US$0.10/kWh, the opex is another US$1m/yr. All this for 22.5kg/hr of hydrogen and 180kg/hr of oxygen! These volumes won’t run a cement plant.
The trend is for cement companies to enter into contracts with electrolyser system integrators. Such companies handle everything, including ensuring that the electricity used to run the electrolyser is fully decarbonated and renewable. They offer them the hydrogen and oxygen under a take-off agreement, freeing time, manpower and capital for the cement producer. Lhyfe is such a company that has made several headlines recently, especially regarding its deal with DeutscheBahn to provide hydrogen fueling stations for its hydrogen trains.
Gases hold the key
Regardless of the applicability of hydrogen and oxygen, the use of renewable gaseous fuels, be they renewable natural gas (rNG), biogas/biomethane or syngas, will be the key to achieving 100% alternative fuel substitution. The source of the gas in question will vary due to plant location.
In this area, there has been significant research into gasifiers for biomass and waste. This enables lower grade fuels to be treated through pyrolysis/gasification. Solid char residues would be introduced into the calciner and the syngas would be fed to the main burner. As with other alternative fuels, some feedstocks are easier to handle than others. The gasification of woody biomass is relatively easy, but waste gasification is much more difficult, mainly due to the natural variability of the waste stream. Several companies are developing systems, some of which use plasma technology, to reach very high temperatures to circumvent the major issue of tar formation.
Gaseous fuels are already fed to rotary kilns in other sectors, such as sludge lime kilns in the pulp and paper industry. Burner manufacturers have therefore already designed efficient burners that can fire 100% gaseous fuels, even those with low heating value. Note that, unlike the cement sector, these industries cannot tolerate the ash generated by SAF, making gasification the only route towards CO2-neutral fuels in these industries.
Recent concepts for high gas firing
With gaseous fuels likely to become more important in the future, it pays to look at some recent developments in gas-fired burners. The main concept behind recent designs is the pre-mixing of the fuel and air.
An obvious starting point is for manufacturers to translate the technology they have developed for boilers to cement kilns. For example the Bluemix system by Fives Pillard has multiple pre-mix nozzles. For Dynamis, now part of Loesche, the idea is to incorporate a mixing chamber with tangential air and fuel inlets along with a radial air inlet and an axial fuel inlet outside the chamber.
This way, fuel and air are mixed in the chamber at a certain ratio, to produce polycyclic aromatic hydrocarbons (PAHs), which play an important role for soot generation. The mixture is heated due to partial combustion with the radial air. This leads to the formation of a high soot nucleation and a surface growth region. The soot is then oxidised at the axial fuel flame.
For 100% natural gas or rNG firing, Unitherm Cemcon uses its Thermo-Carbolysator Technology concept. This reverses the roles of the air and fuel in the mixing process, with the injection points of the air and gas in the Thermo-Carbolysator MAS burner switched over. The gas is injected through the MAS burner’s flexible hoses and the primary air through a fixed nozzle. In addition, 2 - 5% of natural gas flow is used as central gas, in a premix-like arrangement to produce a small, albeit strong anchoring flame for a stable, low-NOx, constant and easily-adjustable flame.
FCT has used its ‘Precessing’ concept, as applied to its Gyrotherm burner, for some time. This uses a gas jet that emerges from the burner in a spinning action such that the gas jet ‘stirs’ itself into the secondary air to create a vortex. This ensures that secondary air is continually drawn into the central axis of the kiln. The ‘precessing gas jet’ continually wraps itself around the secondary air. It creates an area of sub-stoichiometric conditions where the gas cracks, producing soot and CO inside the flame. The soot gives the gas flame a more luminous appearance, which is good for heat transfer to the clinker bed. The CO and sub-stoichiometric conditions suppress NOx formation.
Wider trends for the future
Further to the above technical considerations, the author is also able to report the following general themes that have emerged as the result of discussions with cement producers and burner manufacturers:
1 Fuels will still have to be burnt in a rotary kiln in the future. The burner of the future will therefore look – at least on the surface - much like today’s;
2 The main burner will remain at the ‘heart’ of the cement plant. However, the cement plant has grown since the adoption of alternative fuels. Growth will continue in the future, not only with the adoption of greater proportions of alternative fuels, but also with H2 / O2 generation facilities, associated renewable power sources and CCU/S. The relative size of the core clinker-making process within cement and concrete is shrinking, placing even greater pressure on correct design and reliable operation;
3 All burner suppliers now offer high-quality main burners, meaning that burner replacements will become less frequent in the future. Designs must become more adaptable to accommodate changing fuel mixes, including an increase in gaseous fuels;
4 NOx emissions are now handled after combustion, with SNCR / SCR, making ultra-low NOx burners less critical. Most now generate low quantities of NOx. However, some future CO2 post-combustion capture technologies will require ultra clean flue gas with lower NOx levels than current regulations mandate;
5 There are fewer and fewer straight pipe burners and thus less conversion from direct to indirect firing. If used, straight pipe burners are found on kilns that will likely need comprehensive overhauls to stay relevant in a low-CO2 future.
The human touch
Despite the many technical challenges that lay ahead, the design itself is only one factor in the decision to invest in a particular burner solution. Also important is the quality of services offered by the supplier, their responsiveness, the experience of operatives and, of course, the price and commercial conditions.
But buyer beware: When new solutions come to market, as they inevitably will, there is often an emphasis on ‘selling’ a unique feature or concept. However, it is noticeable that, after catching the attention of the market, new burner designs often have to be refined in order to bring their full benefits to a particular plant. In the net-zero CO2 cement industry of the future, there will be plenty of new burner designs to accommodate new fuels. The relationship between burner manufacturer and the cement plant will be more important than ever.
Gases of the future?
Biogas / Biomethane: A mixture of gases produced via the anaerobic decomposition of organic materials, including food, manure, solid municipal waste, garden waste and other sources of waste with high organic fractions. It primarily comprises methane (CH4) and CO2.
Renewable Natural Gas (rNG): A biogas that has been upgraded to a CH4 concentration of >90%. By doing this, it becomes suitable for distribution and use via conventional networks, industrial installations and home appliances.
Syngas: A mixture of carbon monoxide (CO) and H2 produced by gasifying coal or carbon-based wastes. It is made as an intermediate towards ammonia and methanol.
Burners 4.0
Besides the race to net zero CO2 emissions, another common topic in the cement sector is process control and optimisation by use of artificial intelligence (AI), so called Industry 4.0. At present, it is premature to speak about this concept with reference to the main burner, at least until the on-line analysers and instruments that monitor the process become standard features of the plant.
Nevertheless, an ‘intelligent burner’ concept can be outlined, indeed, the burner is ripe for instrumentation. For instance, the author has long been a proponent of installing thermocouples between the burner pipe and its refractory casting in order to monitor potential refractory failures. Instruments for primary air flows and pressures, swirl intensity (positioning), tip temperature, solid fuel conveying air flows and pressures, burner alignment and burner trolley position can also be installed. They can also be equipped with actuators and servo-drives for remote adjustment from the control room. However, this remains a predominantly manual process. There are even cases where the primary air jets adjustment is physically locked in position, with the only keys held by the kiln engineer.
So... will the burners of the future be self-adjusting ones? According to some burner manufacturers, this will indeed be the case. During the preparation of this article, the author received correspondence from Dynamis stating that “Smart burners will be able to change their settings automatically based on quality parameters (like C3S crystal size, excess sulphur, burning zone temperature) and operational values, including the primary air ratio, momentum index, swirl index and shell temperature profile.”
KHD reported that “The integration of the upstream fuel supply system (valve train system) is already integrated in our burner management system according to safety PLC regulations. The burner operation is an integral part of the PyroExpert kiln optimisation system.” Such integration of the control loops, in addition to a good instrumentation with on-line analysers, is key for effective/intelligent process control.
Given the increasing presence of AI-based control in other areas of the plant, its advance to the burner may only be a matter of time.







