
The cement industry has long been dependent on the use of fossil fuels, although a recent trend in replacing fossil fuels with alternative fuels has arisen.1, 2 However, when unconverted or partly converted alternative fuels are admitted directly in the rotary kiln inlet, the volatiles released from the fuels may react with sulphates present in the hot meal to form SO2. Here Maria del Mar Cortada Mut and associates describe pilot and industrial scale experiments focusing on the factors that affect SO2 release in the cement kiln inlet.
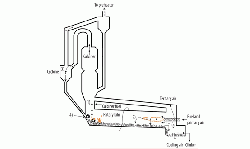
In the cement industry alternative fuels are often fired directly in the calciner and/or the main burner despite the large particle sizes because this requires the lowest investment. A consequence of firing large alternative fuel particles is that the partially converted or unburned solid fuels may fall into the material charge and affect the process stability. Solid fuels can end up in the material charge in the rotary kiln in four different ways if the fuels are fired in the calciner, main burner or directly into the material inlet of the kiln (Figure 1):3
1. Large solid fuel particles of a considerable weight, which cannot be carried upwards with the gas flow, when fired in the calciner, may drop through the riser duct into the rotary kiln.
2. Large solid fuel particles fired through the kiln burners may not be completely combusted in the flame of the main burner and fall into the material charge.
3. Small and unconverted solid fuel particles, which are light enough to be carried upwards with the gas flow through the calciner and transported into the bottom cyclone stage, may flow into the kiln inlet with calcined raw meal.
4. Coarse solid fuels may be fired directly into the rotary kiln material inlet end.
Consequences of the combustion of alternative fuels in the rotary kiln can include:
- Direct physical contact between the fuels and the cement raw materials;
- Local reducing conditions in the bed material of the rotary kiln;
- Potential increase of internal circulation of sulphur, chlorine and alkali metal species.
These consequences result in modified process conditions and may affect the clinker quality and the process operation, causing build-ups, blockages and/or corrosion. The formation of build-ups and blockages is a consequence of high internal circulation in the kiln of the volatile elements, which are sulphur, chlorine and alkali metals. This article focuses on the kiln inlet of the rotary kiln and sulphur recirculation.
Sulphur recirculation
Sulphur can be introduced to cement rotary kilns by the cement raw materials and/or by the fuels. Biomass fuels such as wood waste and straw contain between 5 - 10 times less sulphur than fossil fuels. A large difference in sulphur content between fossil fuels also exists. The gaseous SO2 coming from burner fuel and thermal decomposition in the rotary kiln flows to the calciner, where good gas-solid mixing and the temperature favours nearly 100% capture of the SO2 with free lime (CaO), forming calcium sulphate (CaSO4). Calcium sulphate, whether sourced from the raw materials or formed in the calciner, will be incorporated in the hot meal entering the rotary kiln.
The combustion of alternative fuels in direct contact with the bed material in the kiln inlet may result in SO2 release resulting from the decomposition of CaSO4 by reducing gases released by the fuels. The main volatile compounds released from the fuels are CO(g), CH4(g) and H2(g). Consequentially, CaSO4(s) decomposes according to reactions 1, 2 and 3, resulting in the release of SO2(g). In the calciner, the SO2 can again be absorbed on the CaO to form CaSO4. Thus, an internal sulphur cycle is established in the rotary kiln and the calciner, which increases the intensity of the sulphur cycle in the kiln.
1. CaSO4 + CO → CaO + SO2 + CO2
2. CaSO4 + ¼CH4 → CaO + SO2 + ¼CO2 + ½H2O
3. CaSO4 + H2 → CaO + SO2 + H2O
High levels of SO2(g) increase the risk of deposit build-ups and corrosion. The deposits typically accumulate in the material inlet end of the rotary kiln or in the riser duct between the calciner and rotary kiln, where they cause blockages. In severe cases, it may be necessary to shut down the cement plant to remove the deposits.
Pilot plant experiments
Sulphur release from the raw material due to combustion of alternative fuels has been studied on a pilot scale setup that simulates the cement kiln material inlet. Investigations of the effect of fuel particle size and the degree of fuel devolatilisation have been made. The industrial scenarios presented in Figure 1 were used as guides for the experiments where non- or partly converted alternative fuels may fall into the rotary kiln.
Equipment
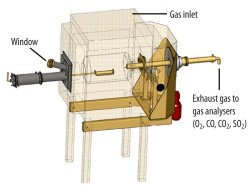
The experiments were performed in a high temperature rotary drum, which simulates the process conditions at the material inlet end of an industrial rotary kiln (Figure 2).3 The rotary drum is electrically heated by a furnace. Gas can be introduced into the chamber furnace through a hole in the roof in order to have a controlled atmosphere. An externally placed gas pump transports the gas through the rotating drum and the steel tube, after which the gas exiting the reactor, which includes SO2, CO, CO2, and O2, is cooled and analysed. The chamber furnace door is equipped with a window for visual inspection, two holes for thermocouples and a centrally placed water-cooled tube for the introduction of solid fuels. The solid fuels are placed in a sample container which can be pushed into the hot rotary drum or pulled out to the water cooled tube.
The experiments were performed with a constant flow of 100NL/min of air mixed with N2 at 900°C. The cement raw materials were based on a synthetic mixture of coarse quartz sand with a particle size ranging from 0.5 - 0.71mm and 2wt% CaSO4. The mixture was placed in the rotary drum in the desired volumetric filling degree of 5%.
Fuels
Pine wood cylinders with diameters of 19, 13, and 8mm were used as fuels. All cylinders had a length of 25mm. The fuel analysis and the lower heating value (LHV) are shown in Table 1. All experiments used the same energy input of 55kJ. This means the mass of the wood cylinders was kept constant, therefore five cylinders of 8mm diameter, two cylinders of 13mm diameter and one cylinder of 19mm were used. Wood char made from the pine wood cylinders was pyrolised in a horizontal tube reactor under a nitrogen atmosphere for 20min at 300, 500, 700, and 900°C in order to obtain wood char with different degree of volatiles. The degree of devolatilisation was calculated on the basis of the volatile concentration before and after pyrolysis, which is 25% for the wood char at 300°C, 90% for the wood char at 500°C and 100% for the wood char made at 700°C and 900°C.
| Proximate analysis | Ultimate analysis | LHV | |||||
| (wt% a.r.) | (wt% a.r.) | (MJ/kg a.r.) | |||||
| VM | FC | Ash | C | H | N | S | |
| 76.8 | 22.7 | 0.5 | 44.7 | 5.54 | 0.04 | - | 15.97 |
Above - Table 1: Fuel analysis and lower heating value (LHV) for pine wood cylinders.
a.r. = as received
VM = volatile matter
FC = fixed carbon (char)
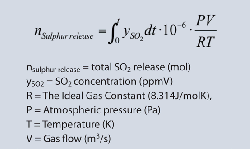
The total release of SO2 was calculated for each experiment and quantified by integration of the SO2 concentration in the gas over the relevant time interval according to Equation 1.
Results
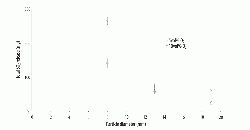
The influence of the pine wood particle size and oxygen content on SO2 release from the synthetic raw materials at conditions corresponding to the kiln inlet is illustrated in Figure 3. For all particle sizes, SO2 release decreases with increasing oxygen concentration. The high oxygen concentration in the atmosphere may react with the reducing agent and thereby lower its concentration. Another possibility is that the oxygen may influence the reductive decomposition reactions.
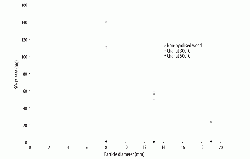
The experiments performed with the wood char at different temperatures showed that only the non-
pyrolised wood and wood char made at 300 and 500°C caused SO2 release. No SO2 was measured during the experiments with wood char made at 700 and 900°C. Figure 4 presents the total SO2 release from the raw materials as a function of the particle size of the combusted non-pyrolised wood and wood char made at 300 and 500°C. The results show that the SO2 release decreases with decreasing degree of devolatilisation.
Additionally, the char combustion step for the wood chars does not provoke SO2 release. This is contradictory to the general experience when unburned petcoke is admitted to the kiln inlet causing a dramatic increase in sulphur circulation.4
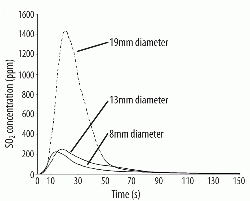
It was also observed that SO2 release increases with decreasing particle size. For example, the SO2 concentration peak reached higher values for the 8mm pine wood particles than for the larger particle dimensions under the same conditions (Figure 5). This is because the smallest particles are heated faster and release the volatile gases faster and in higher concentrations. Consequently, stronger local reducing conditions are formed. The total SO2 release increases, as previously discussed, with decreasing particle size of non-pyrolised wood and wood char made at 300°C. There is a big difference in the SO2 release for wood char made at 300 and 500°C due to the degree of fuel conversion at these temperatures. The total SO2 release for the wood char made at 500°C is below 1mg for all of the different fuel particle sizes. This is due to the high degree of devolatilisation, 90%, whereby few volatile gases are released.
Industrial investigation of SO2 release
Industrial scale measurements that investigate the relationship between organic carbon in the bottom stage cyclone and SO2 in the kiln inlet were conducted. Organic carbon from the hot meal is believed to be directly related to unburned calciner fuel. Unburned fuel particles may be carried upwards with the gas flow through the calciner and transported into the bottom stage cyclone. The char particles may therefore arrive in the kiln inlet and their subsequent combustion may cause the release of SO2.
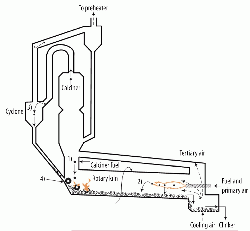
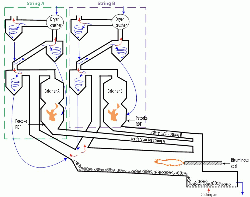
The investigation was carried out at a cement plant with two separate line calciners. The strings, named A and B, are identical and consistent with a calciner and three cyclones (Figure 6).
The raw materials are wet and form a slurry that is introduced into the dryer crusher where it is dried and ground. The dry raw materials are then carried upwards to the top cyclone by a gas stream. The gases in the preheater tower are bypassed from the second cyclone to the dryer crusher before going to the top cyclone, which works as gas/dust separator. The hot air from the clinker cooler goes to the calciner and the rotary kiln gases are mixed with the calciner outlet gases.
The fuels used in the calciners are petcoke, plastic and paper-based refused derived fuel (RDF). Sometimes tyre chips are fired in the riser duct from 2m above the kiln inlet. The fuel analyses of petcoke, RDF and tyre chips are specified in Table 2.
| Moisture | Proximate analysis | Ultimate analysis | LHV | |||||||
| (wt% a.r.) | (wt% a.r.) | (wt% a.r.) | (MJ/kg a.r.) | |||||||
| VM | FC | Ash | C | H | N | Cl | S | |||
| Petcoke | 1.1 | 13.0 | 84.9 | 1.0 | 86.9 | 3.71 | - | - | 5.85 | 34.779 |
| RDF | 24.1 | 61.6 | 6.6 | 7.7 | 45.8 | 6.31 | 0.67 | 0.54 | 0.40 | 19.330 |
| Tyre chips | - | 64 | 3.5 | 2.5 | 80.5 | 7.01 | 0.20 | - | 1.47 | 34.199 |
Above - Table 2: Fuel analyses and lower heating values (LHV) of petcoke, RDF and tyre chips that the cement plant used in the calciner and riser duct.
a.r. = As received
VM = Volatile matter
FC = Fixed carbon (char)
The cement plant controlled the calciner temperature by adjusting the flow of petcoke. In order to estimate the amount of RDF fired, the percentage of fuel input to each calciner originating from petcoke is calculated by Equation 2. The percentage remaining in the calciner after firing corresponds to RDF.
Two tests were performed at the plant:
- Test 1: Increase of RDF firing in calciner A (from 37 to 85% RDF of calciner fuel input, while petcoke flow was decreased from 4.6t/hr to 1.1t/hr). No tyre chips were fired.
- Test 2: Increase tyre chips injection in the kiln inlet from 1 to 1.5t/hr.
Hot meal samples were taken from the bottom cyclone of strings A and B during eight sampling days over a one month period. The hot meal samples were taken with an FLSmidth sampler to ensure homogeneous cooling and to avoid oxidation of the carbon. The O2, CO and SO2 concentrations in the kiln inlet, CO and O2 out of the preheater, the petcoke and tyre chips flows and the calciner temperatures were recorded (Table 3).
| O2 kiln inlet | CO kiln inlet | SO2 kiln inlet | O2 preheater | CO preheater | Production each string | Energy calciner | T calciner (°C) |
| (vol%) | (vol%) | (ppm) | (vol%) | (vol%) | (t/day) | (MJ/kg clinker) | |
| 5 - 9 | ≤0.02 | 0 | 4-10 | 0 - 0.2 | 2000 - 2500 | 2.93 | 881 - 1013 |
| spikes to 0.4 |
Above - Table 3: O2, CO and SO2 concentration range of the gas measurements in the kiln inlet and preheaters, the production range, the energy consumption of the calciner and the temperature of the calciner for normal operation. Target calciner temperature: 875°C.
The SO2 gas measurement in the kiln inlet always recorded 0ppm of SO2 during the sampling period (Table 3). Therefore, the organic carbon variation from the hot meal samples cannot be related to the SO2 in the kiln inlet. However, it may be possible that the content of organic carbon measured in the hot meal under such conditions provokes minor SO2 release that the analyser was unable to detect.
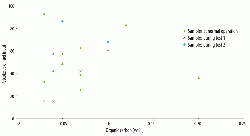
The organic carbon from the hot meal samples correlates to the percentage of fuel input to each calciner coming from the petcoke (Figure 7). The results show that the levels of organic carbon increased when the petcoke content was increased and the RDF content was reduced. As such, it may be concluded that the organic carbon in the unconverted carbon comes from the petcoke, since it has a higher concentration of fixed carbon than RDF. According to Figure 7, it would be advantageous to fire higher content of RDF, however, the cement plant found that firing large amounts of RDF caused process control problems.
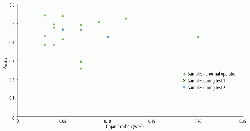
The volatility of the SO2 in the kiln was assessed using the sulphur evaporation factor εsulphur (Equation 3). The dust circulation from the coolers and the kiln to the bottom stage cyclone was disregarded. The clinker was analysed every second hour. It was assumed that the clinker analysis corresponds to the hot meal sample after 30min from the time of sampling, which correlates approximately to the residence time of the solid material in the rotary kiln. Figure 8 shows εsulphur as a function of the organic carbon of the hot meal samples. There is no clear relationship between organic carbon and εsulphur in the kiln. This supports the observation in the wood char experiments where the SO2 volatility was not affected by char combustion.
Conclusions
The combustion of alternative fuels in direct contact with the kiln bed increases sulphur recirculation when they are fired directly into the kiln inlet or when they end up in the kiln inlet because they have not reached full conversion in the calciner.
The experimental work shows that SO2 release from the raw materials takes place primarily during devolatilisation and not during char combustion when firing biomass as an alternative fuel. The industrial scale observations did not show any correlation between εsulphur and the organic carbon content in the hot meal samples, the fraction of the calciner fuel fired as RDF, or tyre chip firing in the kiln inlet.
The pilot plant experiments indicate that SO2 release decreases with increasing oxygen concentration. Smaller particles in the kiln charge increase SO2 release because they are heated faster and thus release the volatile gases faster and in higher concentrations. However, when admitted to the calciner, fine RDF particles will generally burn in suspension, thereby never reaching the kiln charge, whereas larger particles will. When firing fuel directly into the back end of the kiln the experimental results explain why it may be more advantageous to use coarse chips or whole tyres rather than finer particles.
References
1. Cembureau, "Sustainable cement production: Co-processing of alternative fuels and raw materials in the cement industry," 2009.
2. Mokrzycki, E. and Uliasz-Bochenczyk, A., "Alternative fuels for the cement industry," Appl. Energy, 74, 95, 2003.
3. Nielsen, A.R., "Combustion of large solid fuels in cement rotary kilns," PhD Thesis, Technical University of Denmark, Kgs. Lyngby, Denmark, 2012. ISBN: 978-87-92481-66-5.
4. Nielsen, P. B. and Jepsen, O.L., "An overview of the formation of SOx and NOx in various pyroprocessing systems," IEEE Cement Industry Technical Conference, 1990.
Acknowledgments
This project is established within the framework of the advanced technology platform 'New Cement Production Technology,' founded by the Danish National Advanced Technology Foundation, FLSmidth A/S and the Technical University of Denmark.







